






| Напряжение, В | 3x400 ±15% |
| Сварочный ток, А | 3-350 |
| Мощность, кВт | 16 |
| Габариты, мм | 1120x450 x935 мм |
| Вес, кг | 105 |
| Производитель | Австрия |



Аппараты плазменной сварки и наплавки PMI
Назначение:
Предназначены для ручной и автоматичеcкой плазменной сварки (или наплавки) металлов на постоянном (модели 350 и 500 А) и переменном токе (модель 350 АС/DC)
Функции:
- Плазменная шовная и точечная сварка
- Плазменная порошковая наплавка (при наличии порошкового питателя)
- Плазменная наплавка с проволокой
- Импульсная сварка
- Сварочный цикл с настройкой продувки газа перед сваркой, тока поджига, скоростью нарастания тока, рабочего тока, в т.ч. импульсного, тока заварки кратера и окончательной продувки газа
- Для аппарата плазменной сварки PMI 350 AC/DC – сварка на переменном токе АС
- Аргонодуговая сварка при подключении аргонодуговой (ТИГ) горелки
- Двухтактный и четырехтактный режим
Отличия и преимущества процесса плазменной сварки приведены в статье «Отличительные особенности плазменной сварки»
Подробно о точечной плазменной сварке см. статью: «Плазменная точечная сварка: особенности, преимущества и применение».
Свариваемые материалы:
- нержавеющая сталь
- низкоуглеродистая сталь
- оцинкованная сталь: плазма-пайка без выгорания цинка
- алюминиевые сплавы (для комплектации с PMI 350 AC)
- медь, латунь
- титан
- спецматериалы
Виды соединений:
- угловое
- стыковое, в том числе и при разной толщине стыкуемых кромок
- тавровое
- нахлесточное
Более подробно см. статью «Плазменная шовная сварка: особенности и преимущества при сварке различных металлов»
Описание источников и их преимуществ:
- Стабильная плазменная дуга
- Высокочастотный поджиг (HF) основной и вспомогательной дуги
- Аппараты серии PMI являются профессиональными плазменными аппаратами, где вспомогательный инвертор и основной инвертор находятся в одном корпусе сварочного аппарата, нет никаких дополнительных промежуточных блоков и плазма-боксов, которые затрудняют настройку и управление плазменной сваркой, все управление осуществляется от одного контроллера, что очень удобно в управлении
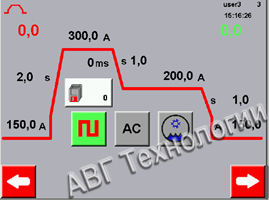
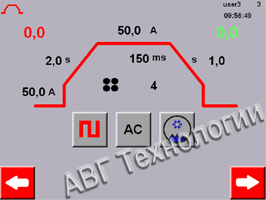
- Жидкокристаллический сенсорный дисплей 5,7”:
- наглядное представление сварочных параметров
- запоминание сварочных параметров
- протоколирование сварочных параметров, в том числе на внешнем компьютере технолога (при использовании программы PCS)
- возможность блокировки паролем и установки уровней доступа для каждого оператора
- возможность удаленной диагностики и удаленного управления при подключении к компьютерной сети
- меню на русском языке
- индикации в случае ошибки или неисправности
- сохранение режимов сварки – до 50 программ, при сохранении на USBфлеш накопителе – без ограничения
- возможность написания (или изменения) интерфейса по техническому заданию заказчика
- возможность управления контроллером аппарата осями (приводами) устройства заказчика
 |
 |
- Базовый автоматический интерфейс «Tiny» входит в цену аппарата:
Состоит из:
- 2 цифровых входа 24 В
- 3 цифровых выхода 24 В
- 2 аналоговых входа 0-10 В
- 2 аналоговых входа 0-5 В (ток, напряжение)
- Протокол обмена - CANBus (или по запросу любой другой: EthernetIP, DeviceNet, Profibus и т.п.).
- Также возможна поставка с расширенным интерфейсом«AS/AD Basic» для управления источником тока с внешнего контроллера при автоматизации сварки, который уже состоит из:
- 10 цифровых входов
- 11 цифровых выходов
- 5 аналоговых входа
- 3 аналоговых выхода
- 1 KTY вход
- CAN интерфейс
- Разъем для подключения горелки – центральный, байонетный – позволяет подключать стандартную аргонодуговую горелку автоматическую или ручную любого производителя стандартных горелок
- Встроенный блок водяного охлаждения уже входит в базовую комплектацию
- Компактная платформа с возможностью крепления газовых баллонов 20 (40) л
- Паспорт с подробным описанием на русском языке
Технические характеристики источников тока серии PMI
| Модель аппарата | Ед. изм. | PMI350 TL | PMI 500 TL | PMI 350 AC/DC TL |
| Плазменная сварка на постоянном токе | + | + | + | |
| Плазменная сварка на переменном токе | - | - | + | |
| Плазменная точечная сварка PSW | + | + | + | |
| Плазменная точечная импульсная сварка PSW PULSE | - | + | + | |
| Аргонодуговая TIG и ручная дуговая MMA сварка | + | + | + | |
| Напряжение сети при 50/60 Гц | В | 3x400 ±15% | ||
| Макс. потребление мощности (50% ПВ) | кВт | 16 | 20 | 20 |
| Подключение (кол-во жил, А, сечение кабеля) | - | 4 х 32 А, 6 мм2 | ||
| Сварочный ток при (40°С /10мин) 60% ПВ | А | 350 (50%) | 380 | 320 |
| Сварочный ток при (40°С /10мин) 100% ПВ | А | 290 | 300 | 280 |
| Диапазон установки сварочного тока | ||||
| для плазменной дуговой сварки | А | 3-350 | 5-500 | 5-350 |
| для аргонодуговой сварки (TIG) | А | 3-350 | 5-500 | 5-350 |
| для сварки покрытым электродом | А | 20-330 | 5-450 | 5-330 |
| Частота /баланс между импульсом и паузой | 0.1 Гц – 1.0 кГц / 1-99% | |||
| Диапазон регулировки импульса и паузы | мс | 0,15 - 3000 | ||
| Ток вспомогательной дуги, 100% ПВ (40°С /10мин) /35% | 30 / 50 | |||
| Диапазон тока вспомогательной дуги | 0,5 - 50 | 0,5 - 50 | 0,5 - 50 | |
| Напряжение холостого хода | В | 75 | 75 | 75 |
| Плазмообразующий газ | Аргон | |||
| Защитный газ | Ar или Ar+He или Ar+H2 | |||
| Ручной регулятор плазмообразующего газа, расход* | л/мин | 0,2-2,5 | ||
| Электронный регулятор плазмообразующего газа, расход (при укомплектовывании)* | л/мин | 0,1 - 5 | ||
| Ручной регулятор защитного газа* | л/мин | 1 - 25 | ||
| Уровень шума | Дб | <70 | ||
| Класс защиты | IP 21 S | |||
| Габариты: длина х ширина х высота | мм | 1120x450 x935 | 1120x450x935 | 1125х450х935 |
| Вес | кг | 105 | 115 | 115 |
* Возможна установка ротаметра на больший расход
Сварочные аппараты для плазменной сварки серии PMI широко применяются для автоматизации сварки, в том числе и с роботом. По сравнению с ТИГ плазма имеет большую (в 7-10 раз) стойкость расходных материалов, что снижает количество простоев при замене расходных материалов, дуга не склонна к отклонениям, узкая, что существенно улучшает качество шва. По сравнению с МИГ/МАГ сваркой – отсутствие брызг и глубокое проплавление 3-8 мм за один проход. Наибольшее применение плазма получила в сварке изделий из нержавеющих сталей, титана, в том числе и при малых толщинах, показывая наименьшее коробление и наилучшую чистоту шва, а также при сварке алюминиевых сплавов.
Схема подключения плазменного источника к роботу:
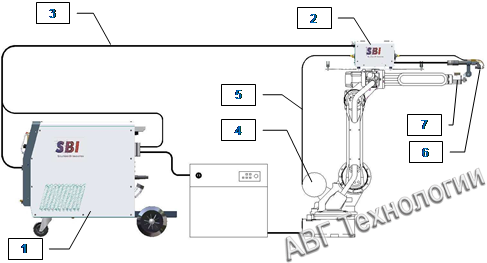
1. PMI 500 с автоматическим разъемом и кабелем к контроллеру робота
2. Механизм подачи присадочной проволоки
3. Пакет соединительных шлангов
4. Крепление катушки со сварочной проволокой
5. Направляющий канал для проволоки
6. Автоматическая плазменная горелка 150 А 180°с подачей проволоки
7. Защита от столкновения







